


Especificações de molde
|
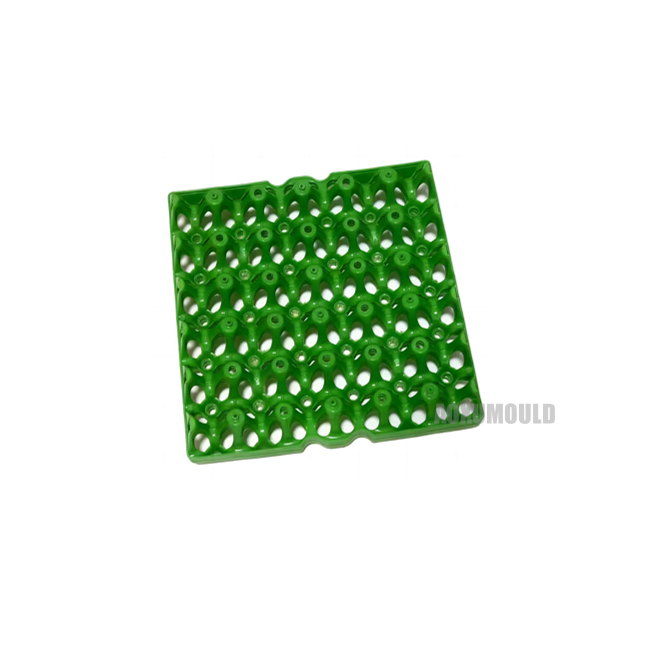
Nome do molde |
Molde de bandeja de ovo plástico |
|
Material do produto |
Pp, plástico |
|
Tamanho do produto |
295x295x50mm |
|
Peso do produto |
300 gramas |
|
Material de molde para cavidade &. Essencial |
P20, 718 |
|
Base de molde |
P20, 718H |
|
Sistema de injeção |
Corredor frio |
|
Máquina de injeção adequada |
350T |
|
Tamanho do molde |
510x510x150mm |
|
Vida útil do molde |
Mais de 500, 000 pcs |
Por queCHooseTo USEPfaladorEggTraio?
A bandeja de ovos de plástico é um utensílio de cozinha muito prático que tem muitas vantagens e pode nos trazer muita conveniência e conveniência.
Em primeiro lugar, os ovos de plástico são mais leves, mais fáceis de limpar e menos propensos a ferrugem em comparação com bandejas de ovos de metal tradicionais. Quando geralmente usamos bandejas de ovo de metal, geralmente descobrimos que o material de metal é fácil de sujar e é difícil de limpar. As bandejas de ovo de plástico não são apenas leves, mas também mais convenientes e eficientes de usar. Eles podem ser limpos com apenas uma simples enxágue, reduzindo nossa carga de trabalho.
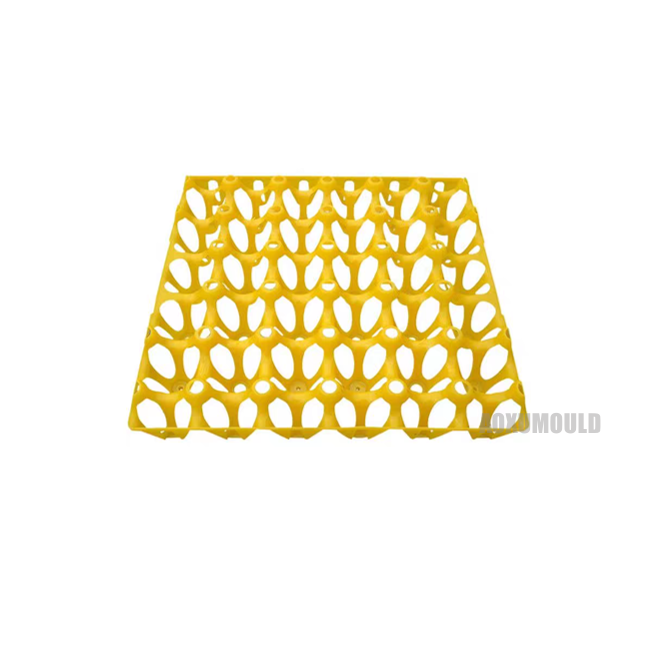
Em segundo lugar, a aparência de bandejas de ovos de plástico é diversa, com cores vivas e estilos novos, que podem ser combinados com diferentes decorações de cozinha para aumentar a beleza geral da cozinha. Quando o usamos, podemos escolher nossas combinações de cores favoritas de acordo com as preferências pessoais, o que acrescenta um senso de diversão e efeito decorativo.
Mais uma vez, as bandejas de ovo de plástico têm certas propriedades anti -deslizamento, dificultando a escorregem dos ovos quando colocados na bandeja, evitando colisões de ovos e reduzindo as taxas de danos. Ao usar bandejas de ovos de metal tradicionais, geralmente encontramos situações onde os ovos escapam, fazendo com que eles explodissem e aumentando o desperdício desnecessário. As bandejas de ovos de plástico têm certas propriedades anti -deslizamento, que podem proteger efetivamente os ovos, estender o tempo de armazenamento e reduzir o desperdício de alimentos.
Finalmente, as bandejas de ovos de plástico são acessíveis e têm uma longa vida útil, tornando -as um utensílio econômico de cozinha. Ao comprar utensílios de cozinha, geralmente consideramos o fator de preço, e as bandejas de ovos de plástico são baratas, econômicas, têm uma vida útil longa, não são facilmente danificadas e são um item doméstico muito prático.
ComoTo determineTeleTypeAndPdeposiçãoOf InejeçãoGcomeuFouPfaladorEggTraioMofo?

As bandejas de ovos de plástico são um item doméstico comum feito com tecnologia de moldagem por injeção durante o processo de produção. O portão de injeção é uma parte muito importante da moldagem por injeção, que afeta diretamente a qualidade de moldagem e a eficiência do processo do produto. Abaixo, analisarei em detalhes os tipos e posições dos portões de moldagem por injeção para bandejas de ovos de plástico.
Em primeiro lugar, vamos dar uma olhada nos tipos de portões de moldagem de injeção. Para produtos de tamanho pequeno, como bandejas de ovos de plástico, os tipos de portão de moldagem de injeção comumente usados são a porta de bloqueio de pontos, a porta de bloqueio lateral e a porta direta. O portão de bloqueio de pontos é um tipo de portão que injeta plástico fundido em uma cavidade de molde de um ou mais lados de um produto, adequado para produtos com superfícies relativamente planas. A porta de bloqueio lateral é usada para injetar plástico fundido na cavidade do molde de um lado do molde e é adequado para situações em que a superfície do produto tem texturas desiguais. O portão de vazamento direto é usado para injetar plástico fundido diretamente na cavidade do molde da parte superior do produto, adequada para produtos com formas simples. Ao selecionar o tipo de portão de moldagem por injeção, é necessário fazer uma escolha razoável com base nos requisitos de design e produção do produto.
Em seguida, vamos falar sobre a localização do portão de moldagem por injeção. Para produtos como bandejas de ovos de plástico, é comum optar por definir portões nas bordas do produto para facilitar a entrada de plástico na cavidade do molde e preencher todo o produto. Ao mesmo tempo, também pode reduzir a ocorrência de bolhas e materiais curtos durante o processo de injeção, garantindo a qualidade da moldagem do produto. Ao selecionar a posição do portão de injeção, é necessário considerar fatores como os requisitos de aparência do produto, a dificuldade de moldar e o pós-tratamento do portão, a fim de determinar a posição mais adequada.
Além disso, para melhorar a qualidade da aparência e a eficiência da produção do produto, algumas otimizações podem ser feitas no design do produto e na estrutura do molde. Por exemplo, ao aumentar o número de cavidades de molde, configurando pinos ejetores ou sistemas de escape, a precisão da moldagem e a eficiência de produção dos produtos podem ser aprimorados. Ao mesmo tempo, tecnologias especiais de processo, como tecnologia de corredor quentes e molduras laminadas, também podem ser consideradas para melhorar ainda mais a qualidade e a eficiência da produção do produto.
Designs para produto &. Mofo

ProgressoArrangement dePfaladorEggTraioInejeçãoMofo Processamento
O cronograma de processamento do molde de injeção de bandeja de ovos plástico deve seguir um processo sistemático, combinado com a tecnologia de fabricação de molde e os marcos do projeto para o planejamento. A seguir, é apresentada a estrutura para agendar o progresso do processamento do molde da AOXU.
1. Fase de projeto (5-10 dias)
Análise de requisitos: esclarecer as especificações do produto (tamanho, número de orifícios, inclinação desmolada, etc.) e molde os requisitos de vida.
Projeto da estrutura do molde: Preencha o projeto da separação 3D, do sistema de vazamento (portão de ponto ou portão lateral), sistema de resfriamento e mecanismo de ejetor.
Saída de desenho: Gere desenhos de usinagem, desenhos de montagem e desenhos de design de eletrodos e confirme as tolerâncias -chave (como ± 0. 05mm) com o cliente.
2. Preparação do material (3-5 dias)
Aquisição da base do molde: Selecione bases de moldes padrão (como padrão LKM) com base no tamanho do molde ou personalize bases de moldes fora do padrão.
Pedido de aço: O aço pré -endurecido (como P20 ou 718h) é selecionado para a cavidade/núcleo, e os materiais de alta dureza (como H13) são usados para o pino e o controle deslizante do ejetor.
Preparação de peças terceirizadas: sistema de corredor quente pré -encomenda e peças padrão (molas, colunas guia, etc.).
3. Estágio de processamento (15-25 dias)
Maixa áspera: moagem CNC da superfície de referência da base do molde e contorno da cavidade, com um subsídio de usinagem de precisão reservado de 0. 2-0. 3mm.
Tratamento térmico: A extinção a vácuo é realizada em peças que requerem alta dureza (como dureza HRC 48-52).
Usinagem de precisão:
Fresagem de precisão: complete a usinagem da superfície da cavidade (é recomendável usar uma máquina -ferramenta de cinco eixos).
Usinagem de descarga elétrica (EDM): as áreas de processamento que o CNC não pode suportar, como ranhuras profundas e cantos nítidos.
Corte do fio: processamento de orifícios de precisão, como orifícios do pino do ejetor e slots de inserção.
Tratamento da superfície: polir a cavidade da superfície do espelho (AR menor ou igual a 0. 1 μm) e execute o tratamento de nitretação, se necessário.
4. Assembléia e comissionamento (5-7 dias)
Montagem do componente: Instale o sistema ejetor e o circuito de água de resfriamento (exigindo um teste de pressão de 3MPA).
Teste de ajuste do molde: verifique o ajuste da superfície de despedida (diferença menor ou igual a 0. 02mm) e a suavidade do movimento do controle deslizante.
Pré -aceitação: Realize testes de moldes vazios na fábrica de moldes e registre dados dimensionais -chave.
5. Moldagem e otimização de teste (3-5 dias)
Primeira moldagem por tentativa (T1): Verifique os parâmetros de moldagem por injeção (temperatura do material, tempo de retenção) e efeito de desmolamento do produto.
Correção de problemas:
Ajuste a profundidade da ranhura do escape (geralmente 0. 02-0. 03mm).
Otimize o layout do sistema de água de resfriamento para reduzir o tempo de ciclo.
Corrija os problemas de flash ou encolhimento (reduzindo a pressão de injeção ou modificando o tamanho do portão).
Molde de teste pré -produção (t 2- t3): produz continuamente 100-200 moldes para verificar a estabilidade.
Teste deMolde de bandeja de ovo plástico
Pacote &. Entrega

Componentes do molde
Aço do molde

Sistema de corredor quente

Peças padrão

Perguntas frequentes
Feedback dos clientes






